





Sold Out
Arduinoで動くXYステージ NSK アクチュエーター HD2225-702-002
商品コード
51250
商品の概要と仕様
Arduinoで動くXYステージ(NSKのアクチュエータを2台組み合わせたXYステージ)です。
精密ボールねじ
全長:415mm
ボールねじの径:Φ12mm
ボールねじのリード:10mm
入力軸径:Φ8mm
ストローク:220mm
フォトマイクロセンサユニット:PM-L53B(Panasonic)
ステッピングモータ:日本電産サーボ KH56KM2MP-003 両軸タイプ(当社にて装着)
※上記内容はXY軸共通です。
精密ボールねじ
全長:415mm
ボールねじの径:Φ12mm
ボールねじのリード:10mm
入力軸径:Φ8mm
ストローク:220mm
フォトマイクロセンサユニット:PM-L53B(Panasonic)
ステッピングモータ:日本電産サーボ KH56KM2MP-003 両軸タイプ(当社にて装着)
※上記内容はXY軸共通です。
テスト運転
原点復帰
商品の状態
アクチュエータ、及び、リミットセンサが正常に動作することを確認しました。テスト運転のようすが動画でご確認いただけます。このページのいちばん下をご覧ください。
タイトルに「Arduinoで動く」と入れましたのは、当社にて、アクチュエータ本体に2相ステッピングモータを取り付け、そのモータのケーブルの先端にコネクタも取り付けて、CNCシールド(この記事を作成したときと同じものがなくなってしまったので、こちらをリンクしましたが、当社でのテストはしておりません。)に差し込めばすぐに使えるようにしてあるためです。
もちろんこのCNCシールドに限らず、他のあらゆるドライバで動かすことができます。(今回付属するケーブルはバイポーラ仕様に変更を加えてあるため、ユニポーラのドライバで駆動する場合には、別途ケーブルをご用意いただく必要がございます。)
以降の説明は、下記を前提としています。
・CNCシールドは、こちら(Amazon)から購入したものを使用しています。Arduinoは別途必要。
・そのArduinoには、最新版のGrblをアップロードしています。
Arduinoで動かすには、コネクタを下記の写真と図を参照してCNCシールドに差し込んでください。

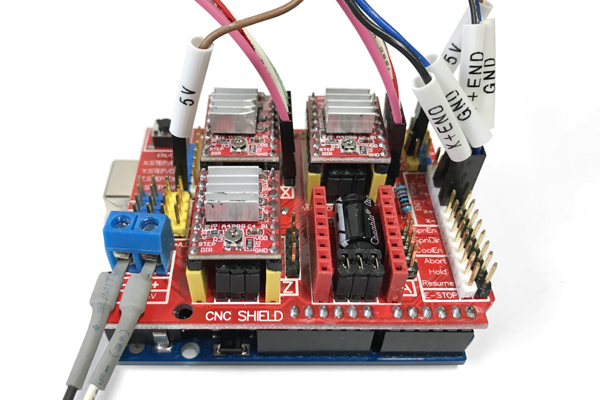
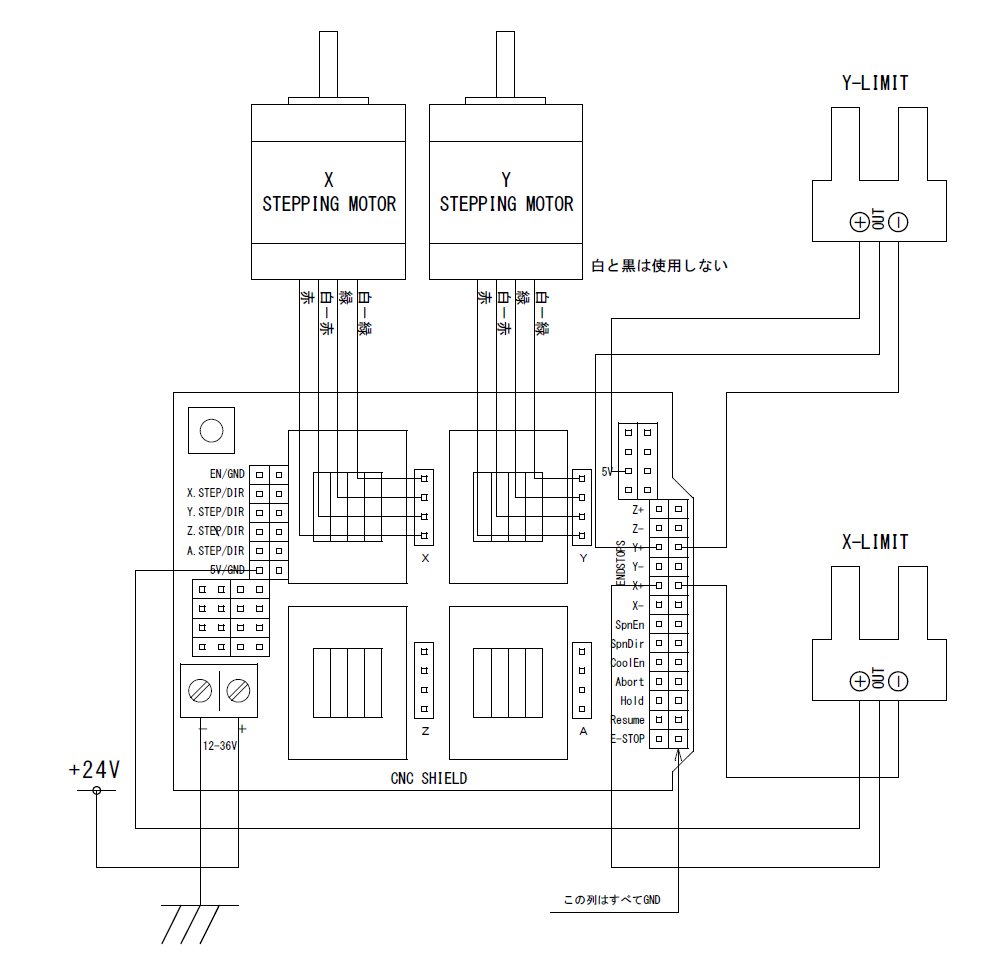
※今回、各リミットセンサ(フォトマイクロセンサ)の(+)は、差し込むだけでご利用いただけるようにCNCシールド基板の5Vに接続するようにしましたが、付属のフォトマイクロセンサはDC5~24Vで動作するため、24Vに接続していただいても構いません。
※2軸のうちどちらをX軸にするかY軸にするかは自由に決められます。もし下側の軸をX軸にしたいならば、下側の軸のモーターとセンサのケーブルをCNCシールド基板のX側に差し込むだけです。
■垂直可搬質量について
本アクチュエータに装着されている2相ステッピングモータ駆動した場合、具体的にどのぐらいの可搬質量になるのかについて調査は行っていませんが、こちらのアクチュエーターと同じモーターを使用しており、かつ、ボールネジのリードも同じため、同様に8kg程度とお考え下さい。(速度と加減速を落とせばもっと重いものでも上下できると思います。)
また、一般的にアクチュエーターというと横幅が狭いことが多いのですが、このアクチュエーターは横幅が広く、ローリング方向のモーメントに強いため、フライスのXYテーブルなどへのご利用がおすすめです。
■原点復帰について
アクチュエータ本体にリミットセンサ(フォトマイクロセンサ)が取り付けられています。Arduinoでは、リミットセンサを原点センサとしても使用します。リミットセンサからのケーブルの先端にコネクタを取り付けておきましたので、前述の回路図の通りに差し込んで頂ければ原点復帰ができます。
原点復帰のようすを動画に収めました。このページのいちばん下でご覧になれます。
今回、アクチュエータに装着されているセンサは「遮光OFF」タイプで、センサを遮ったときOFFするタイプです。このため、フェールセーフ、つまり、断線や故障したときリミットが働くため安全性に優れています。ただ、もし遮光OFFタイプのセンサをもう一つ追加したい場合には注意が必要です。下記の「参考までに」をご覧ください。
フォトマイクロセンサ(PM-L53B)についての詳細はメーカーのページをご覧ください。
~参考までに~
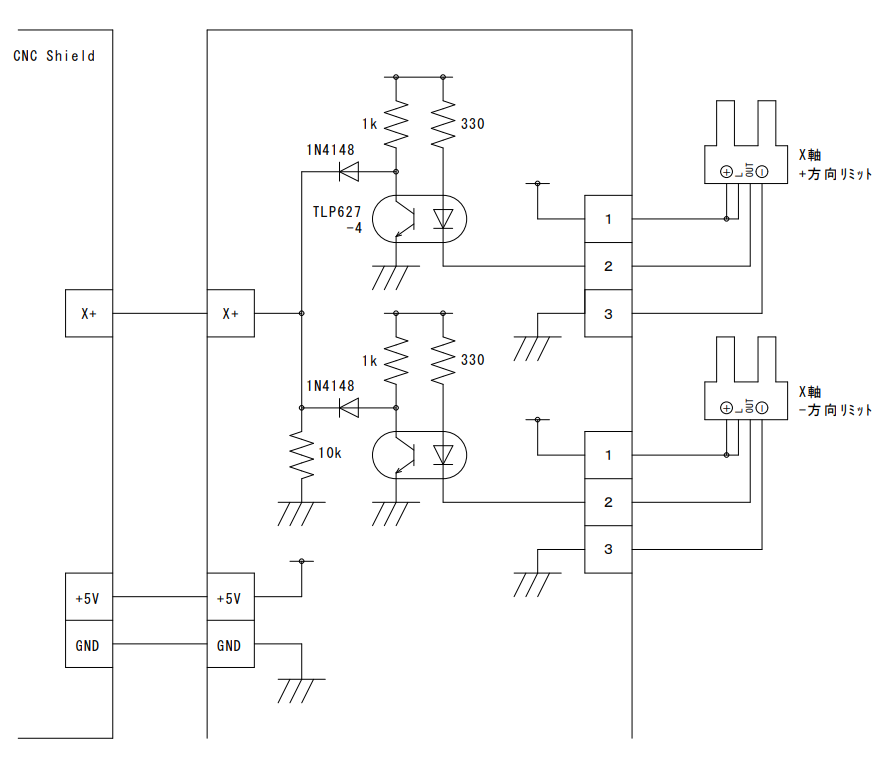
CNCシールドのリミット入力は、「X+」、「X-」というように、1軸に対して2つのリミットを接続できるようになっています。しかし回路をよく確認してみると、実はその二つは同じポートに接続されていて、独立していません。つまり、CPUから見ると、+側のリミットが働いたのか、-側のリミットが働いたのかを判別できないのです。おそらくポートの節約のためにこうしてあるのでしょう。
このためソフトウェアにて、+方向に動いているときにリミットが働いたら+リミットと判断し、-方向に動いているときにリミットが働いたら-リミットとして判断しているはずです。 ただ、この方法だと困ったことが起きます。それは、フォトマイクロセンサが2個で、かつ、遮光OFFで使いたい時です。(一般的に工場では安全を確保するためにフェールセーフ、つまり、断線や故障したときに安全側に働くようにするので、遮光OFFで使うことがほとんどです。)
リミットスイッチがマイクロスイッチなどの接点であればAND接続(直列)にすればよいだけなので簡単ですが、FA製品の多くは、フォトマイクロセンサが使われています。 フォトマイクロセンサはこちらの記事にも書かれているように、AND接続はできません。
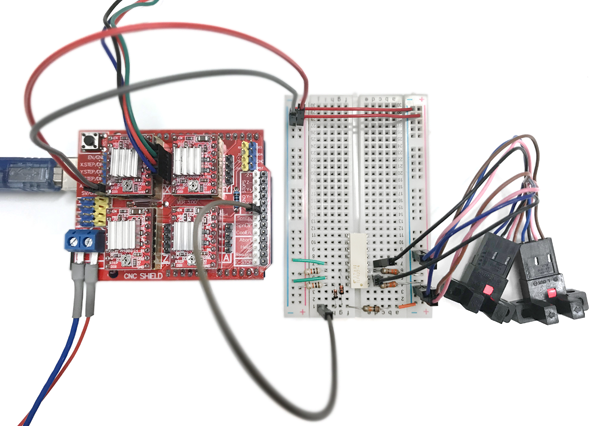
これを実現するには、参考までに下記のような回路を作るとよいと思います。(この回路は当社で実験し正常に動作することを確認した上で掲載していますのでご安心ください)
この回路を使用するときは、Gbrlの設定の$5(limit pins invert)を1に変更にする必要があります。
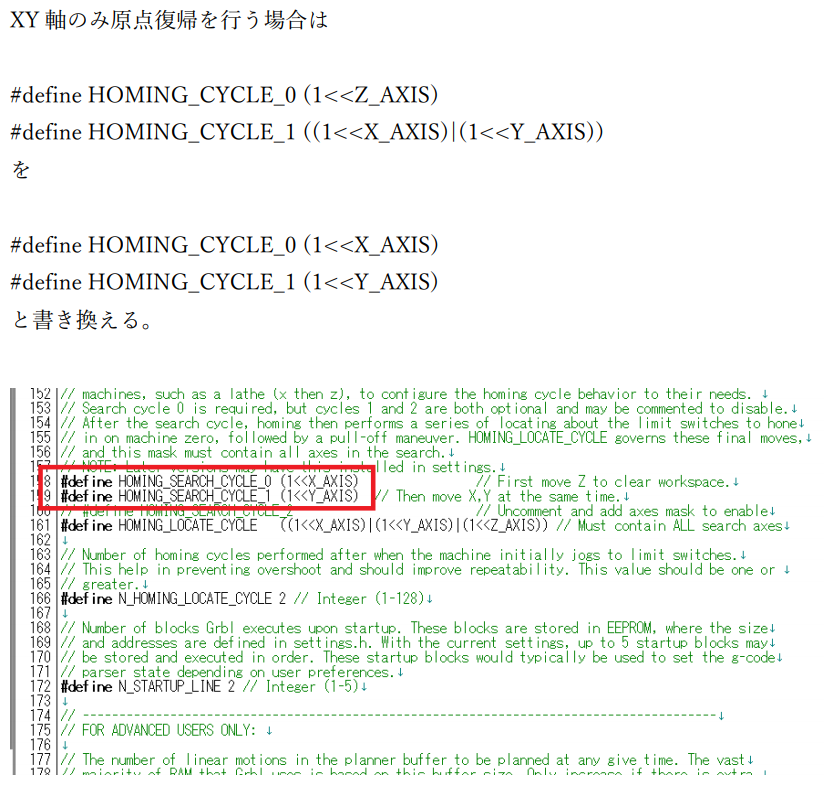
なお、原点復帰は、デフォルトでZ軸→XY軸というように動作するため、3軸揃っていなければ完了できません。しかし今回は、2軸のみで使用するため、config.hを下記のように変更し、XY軸だけで原点復帰が完了できるようにしています。詳しくはこちらをご覧ください。
■ドライバ(A4988)の設定について
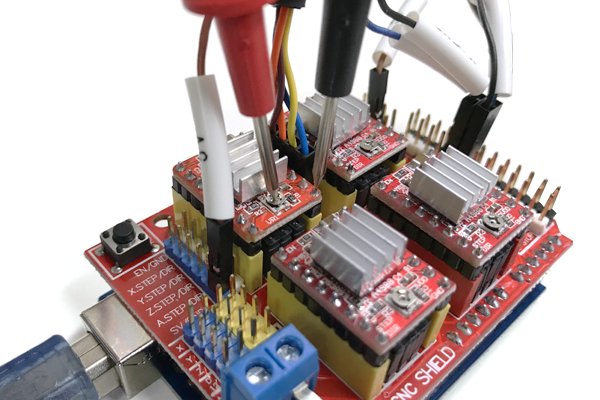
A4988には、モータに電流が流れ過ぎないよう電流を制限する機能が搭載されています。その電流値は、下記の写真のようにドライバ基板上のボリュームを回しながら、ボリュームとGND間の電圧(VREF)を調整することで設定します。下記はその電圧(VREF)を算出するための計算式です。
Imax=Vref/0.4
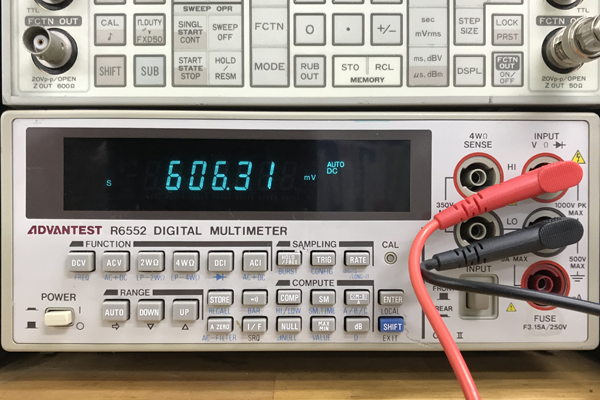
本アクチュエータに装着のステッピングモータは、当社のテストでは、Imaxを1.5Aとして設定するとちょうどよいと判断しました。この計算式にあてめると、VREFが0.6Vになります。ボリュームとGND間の電圧が0.6Vになるよう調整を行ってください。
なお、運転の頻度によって異なりますが、A4988の発熱が大きくなり、CNCシールドに付属のヒートシンクでは不十分になる可能性があります。その場合はヒートシンクを大きくするか、電流値を下げてご使用ください。
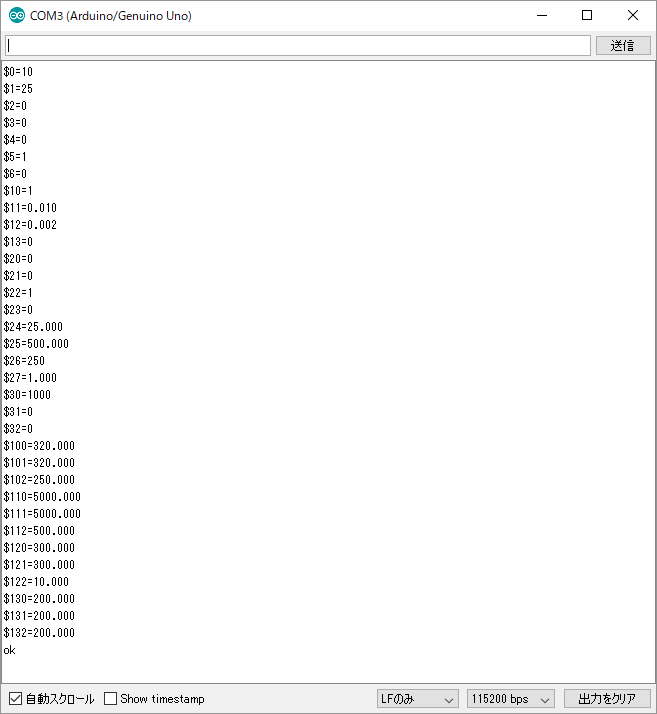
■Grblの設定について
$100(1mmあたりのステップ数)の設定は、ボールネジのピッチが10mm、ステッピングモータの1周あたりのパルス数が3200なので、3200÷10=320となり、$100=320となります。
$5の設定 (limit pins invert)は1としてください。付属のリミットセンサは遮光OFFタイプのためです。
そのほかの最高速度や加減速の設定は用途に合わせて調整してください。
実際に下記の設定値で動作させたところを動画に収めました。このページの下のほうでご覧になれます。
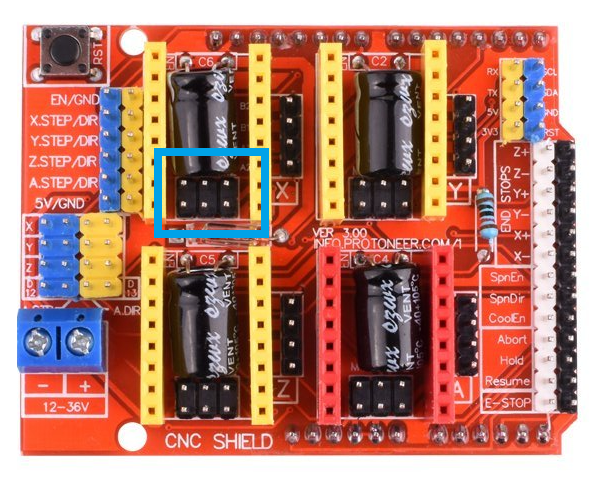
※1周あたりのパルス数が3200というのは、CNCシールドのマイクロステップの分割数を1/16にしているためです。下記の青い枠のところにショートピンを3つ接続すると1/16になります。
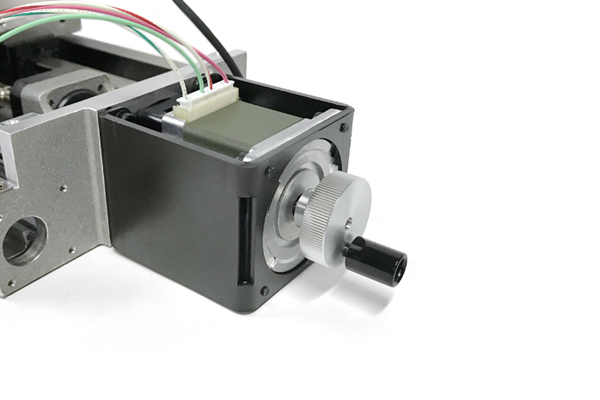
■アルミハンドルについて
本アクチュエータに装着されている2相ステッピングモータは、両軸タイプではありますが、片側が丸シャフトではなくギヤになっています。このためプーリーなどは取り付けることができませんが、ハンドルならば問題ありません。自動だけではなく手動でも動かしたいという場合には便利ですので、よろしければご利用ください。
アルミハンドルはこちらから購入可能です。(131097 アルミハンドル穴径Φ5が適用可能です)
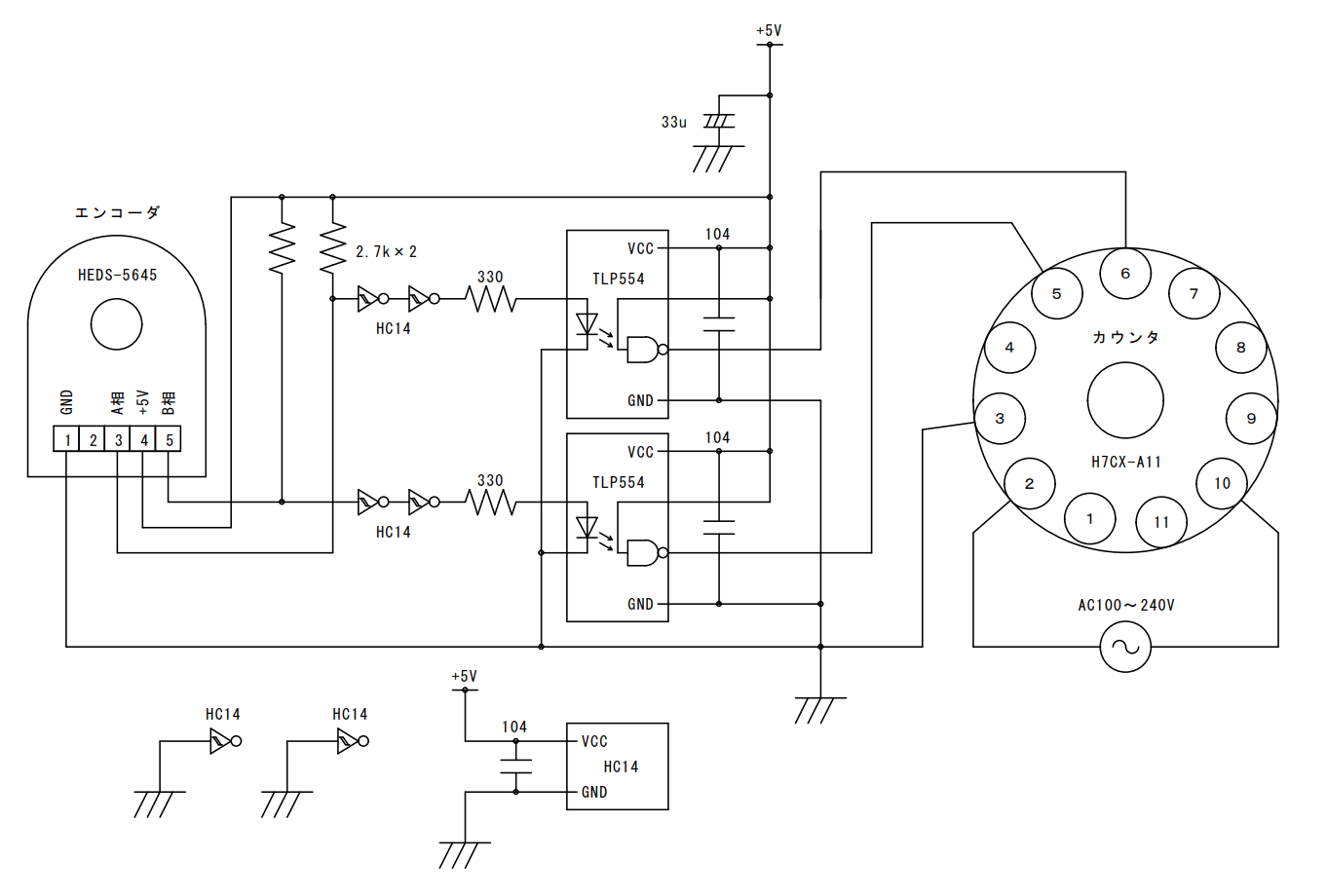
■座標モニタ(デジタルリードアウト)について
本アクチュエータに装着しているステッピングモータ(KH56KM2MP-003)には、アバゴテクノロジー製のエンコーダモジュール(HEDS-5645)が搭載されています。データシートはこちらのサイトで公開されています。
これを利用すれば、座標モニタ(デジタルリードアウト)をつくることができます。自動で動かす時はPC画面で座標を確認できますが、手動で動かすときも座標を知りたいという場合にはとても便利です。
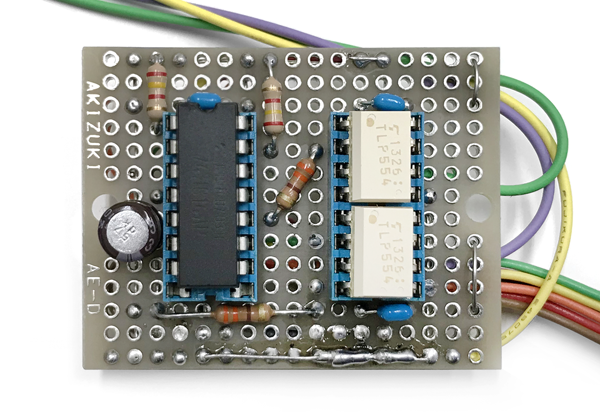
当社では手っ取り早くオムロンのカウンタ(H7CX-A11-N)を使用した座標モニタを作ってみました。リアルタイムで座標が変化するようすを動画に収めました。このページの下のほうでご覧になれます。
参考までに下記に回路図を掲載します。(当社で実際に製作し正常に動作することを確認した上で掲載しています)
※パスコンは回路図の通り入れる必要があります。 TLP554 は高感度のアンプを内蔵しており発振を起こしやすいためです。
※ノイズについても正確な位置表示のためにはきちんと配慮してあげる必要があります。最低でもエンコーダーとモータのケーブルは分離させたほうがよいです。

オムロンのカウンタは下記のように設定しました。
・NPN/PNP入力モード(DIPスイッチ):NPN
・入力モード:UP/DOWN C (位相差入力)
・計数速度:5kHz
・プリスケール:0.025(エンコーダーの分解能が400p/r、ボールネジのリードが10mmなので、 10mm÷400p/r=0.025)
・小数点位置(dP):----.--
■当社にて2相ステッピングモータを装着した上でご提供する理由
今回のようなアクチュエータは、多くの場合、5相ステッピングモータか、サーボモータを装着して使用することがほとんどですが、今回私たちは、2相ステッピングモータを装着した上でご提供したいと考えました。その理由をご説明したいと思います。
3Dプリンタの世界的な普及に伴い、低価格で高性能な2相ステッピングモータ用ドライバがたくさん出回るようになりました。たとえば今回使用したCNCシールドには、A4988というドライバモジュールが搭載されていますが、これは単品ですとたったの300円程度で入手することができます。一方、5相ステッピングモータ用ドライバは最低でも1.2万円、サーボモータ用ドライバとなると5万円以上します。
今回、そのA4988ドライバモジュールを使ってアクチュエータを駆動させてみたところ、こちらの動画のように、2500mm/minの速さで8kgもの重さを上下できました。垂直で8kgということは、水平ならその何倍もの可搬質量ということになります。このため、もはや何十倍、何百倍ものコストを掛けてまで5相やサーボを使う必要はないように思いました。
2相ステッピングモーターならば世界中にあるたくさんのドライバを利用できますし、当社のTRAやTRIOにだって接続可能です。さらに、2相のドライバはこれからも速いスピードで進化し、より高性能なものを低価格で入手できるようになるでしょう。そう考えると、5相やサーボを選ぶことは、デメリットにさえ思えてきます。
もちろん5相やサーボは当社でも販売しておりますのでご購入いただければ嬉しいのですが、ここは2相ステッピングモーターにしておいてコストを抑え、その分メカのほうにお金をかけたほうがいいような気がします。メカは、基板やソフトに比べて、作り直すのに大変な手間と費用がかかるからです。なので最初からある程度良いメカにしておいたほうが、長期的に見て後悔のない結果となるように思います。
このような理由から、2相ステッピングモータを装着した状態でご提供させていただくに至りました。私たちは今後も、アクチュエータに2相ステッピングモータを装着させた上でご提供してみたいと思っています。
■電源について
24Vの電源については下記をおすすめします。容量は余裕があったほうがいいです。
・キーエンス スイッチングパワーサプライ MS2-H150 (今回の動作確認ではこれを使いました。)
・TDKラムダ スイッチング電源 ZWS150PAF-24/J
■商品の状態
リニアガイドにサビがあり、かなり使い込んだものと思われますが、ガタはありませんので、よほど高精度を求めない限り問題なくご利用になれます。
ステッピングモータ用ケーブル、リミットセンサ用ケーブル(2本)を付属します。
ArduinoやCNCシールド基板は付属しません。
梱包の都合上、X軸とY軸は分離してお送りします。恐れ入りますが到着後は組み立てをお願いいたします(M6のキャップスクリュー4本で固定します)
タイトルに「Arduinoで動く」と入れましたのは、当社にて、アクチュエータ本体に2相ステッピングモータを取り付け、そのモータのケーブルの先端にコネクタも取り付けて、CNCシールド(この記事を作成したときと同じものがなくなってしまったので、こちらをリンクしましたが、当社でのテストはしておりません。)に差し込めばすぐに使えるようにしてあるためです。
もちろんこのCNCシールドに限らず、他のあらゆるドライバで動かすことができます。(今回付属するケーブルはバイポーラ仕様に変更を加えてあるため、ユニポーラのドライバで駆動する場合には、別途ケーブルをご用意いただく必要がございます。)
以降の説明は、下記を前提としています。
・CNCシールドは、こちら(Amazon)から購入したものを使用しています。Arduinoは別途必要。
・そのArduinoには、最新版のGrblをアップロードしています。
Arduinoで動かすには、コネクタを下記の写真と図を参照してCNCシールドに差し込んでください。
※今回、各リミットセンサ(フォトマイクロセンサ)の(+)は、差し込むだけでご利用いただけるようにCNCシールド基板の5Vに接続するようにしましたが、付属のフォトマイクロセンサはDC5~24Vで動作するため、24Vに接続していただいても構いません。
※2軸のうちどちらをX軸にするかY軸にするかは自由に決められます。もし下側の軸をX軸にしたいならば、下側の軸のモーターとセンサのケーブルをCNCシールド基板のX側に差し込むだけです。
■垂直可搬質量について
本アクチュエータに装着されている2相ステッピングモータ駆動した場合、具体的にどのぐらいの可搬質量になるのかについて調査は行っていませんが、こちらのアクチュエーターと同じモーターを使用しており、かつ、ボールネジのリードも同じため、同様に8kg程度とお考え下さい。(速度と加減速を落とせばもっと重いものでも上下できると思います。)
また、一般的にアクチュエーターというと横幅が狭いことが多いのですが、このアクチュエーターは横幅が広く、ローリング方向のモーメントに強いため、フライスのXYテーブルなどへのご利用がおすすめです。
■原点復帰について
アクチュエータ本体にリミットセンサ(フォトマイクロセンサ)が取り付けられています。Arduinoでは、リミットセンサを原点センサとしても使用します。リミットセンサからのケーブルの先端にコネクタを取り付けておきましたので、前述の回路図の通りに差し込んで頂ければ原点復帰ができます。
原点復帰のようすを動画に収めました。このページのいちばん下でご覧になれます。
今回、アクチュエータに装着されているセンサは「遮光OFF」タイプで、センサを遮ったときOFFするタイプです。このため、フェールセーフ、つまり、断線や故障したときリミットが働くため安全性に優れています。ただ、もし遮光OFFタイプのセンサをもう一つ追加したい場合には注意が必要です。下記の「参考までに」をご覧ください。
フォトマイクロセンサ(PM-L53B)についての詳細はメーカーのページをご覧ください。
~参考までに~
CNCシールドのリミット入力は、「X+」、「X-」というように、1軸に対して2つのリミットを接続できるようになっています。しかし回路をよく確認してみると、実はその二つは同じポートに接続されていて、独立していません。つまり、CPUから見ると、+側のリミットが働いたのか、-側のリミットが働いたのかを判別できないのです。おそらくポートの節約のためにこうしてあるのでしょう。
このためソフトウェアにて、+方向に動いているときにリミットが働いたら+リミットと判断し、-方向に動いているときにリミットが働いたら-リミットとして判断しているはずです。 ただ、この方法だと困ったことが起きます。それは、フォトマイクロセンサが2個で、かつ、遮光OFFで使いたい時です。(一般的に工場では安全を確保するためにフェールセーフ、つまり、断線や故障したときに安全側に働くようにするので、遮光OFFで使うことがほとんどです。)
リミットスイッチがマイクロスイッチなどの接点であればAND接続(直列)にすればよいだけなので簡単ですが、FA製品の多くは、フォトマイクロセンサが使われています。 フォトマイクロセンサはこちらの記事にも書かれているように、AND接続はできません。
これを実現するには、参考までに下記のような回路を作るとよいと思います。(この回路は当社で実験し正常に動作することを確認した上で掲載していますのでご安心ください)
この回路を使用するときは、Gbrlの設定の$5(limit pins invert)を1に変更にする必要があります。
なお、原点復帰は、デフォルトでZ軸→XY軸というように動作するため、3軸揃っていなければ完了できません。しかし今回は、2軸のみで使用するため、config.hを下記のように変更し、XY軸だけで原点復帰が完了できるようにしています。詳しくはこちらをご覧ください。
■ドライバ(A4988)の設定について
A4988には、モータに電流が流れ過ぎないよう電流を制限する機能が搭載されています。その電流値は、下記の写真のようにドライバ基板上のボリュームを回しながら、ボリュームとGND間の電圧(VREF)を調整することで設定します。下記はその電圧(VREF)を算出するための計算式です。
Imax=Vref/0.4
本アクチュエータに装着のステッピングモータは、当社のテストでは、Imaxを1.5Aとして設定するとちょうどよいと判断しました。この計算式にあてめると、VREFが0.6Vになります。ボリュームとGND間の電圧が0.6Vになるよう調整を行ってください。
なお、運転の頻度によって異なりますが、A4988の発熱が大きくなり、CNCシールドに付属のヒートシンクでは不十分になる可能性があります。その場合はヒートシンクを大きくするか、電流値を下げてご使用ください。
■Grblの設定について
$100(1mmあたりのステップ数)の設定は、ボールネジのピッチが10mm、ステッピングモータの1周あたりのパルス数が3200なので、3200÷10=320となり、$100=320となります。
$5の設定 (limit pins invert)は1としてください。付属のリミットセンサは遮光OFFタイプのためです。
そのほかの最高速度や加減速の設定は用途に合わせて調整してください。
実際に下記の設定値で動作させたところを動画に収めました。このページの下のほうでご覧になれます。
※1周あたりのパルス数が3200というのは、CNCシールドのマイクロステップの分割数を1/16にしているためです。下記の青い枠のところにショートピンを3つ接続すると1/16になります。
■アルミハンドルについて
本アクチュエータに装着されている2相ステッピングモータは、両軸タイプではありますが、片側が丸シャフトではなくギヤになっています。このためプーリーなどは取り付けることができませんが、ハンドルならば問題ありません。自動だけではなく手動でも動かしたいという場合には便利ですので、よろしければご利用ください。
アルミハンドルはこちらから購入可能です。(131097 アルミハンドル穴径Φ5が適用可能です)
■座標モニタ(デジタルリードアウト)について
本アクチュエータに装着しているステッピングモータ(KH56KM2MP-003)には、アバゴテクノロジー製のエンコーダモジュール(HEDS-5645)が搭載されています。データシートはこちらのサイトで公開されています。
これを利用すれば、座標モニタ(デジタルリードアウト)をつくることができます。自動で動かす時はPC画面で座標を確認できますが、手動で動かすときも座標を知りたいという場合にはとても便利です。
当社では手っ取り早くオムロンのカウンタ(H7CX-A11-N)を使用した座標モニタを作ってみました。リアルタイムで座標が変化するようすを動画に収めました。このページの下のほうでご覧になれます。
参考までに下記に回路図を掲載します。(当社で実際に製作し正常に動作することを確認した上で掲載しています)
※パスコンは回路図の通り入れる必要があります。 TLP554 は高感度のアンプを内蔵しており発振を起こしやすいためです。
※ノイズについても正確な位置表示のためにはきちんと配慮してあげる必要があります。最低でもエンコーダーとモータのケーブルは分離させたほうがよいです。
オムロンのカウンタは下記のように設定しました。
・NPN/PNP入力モード(DIPスイッチ):NPN
・入力モード:UP/DOWN C (位相差入力)
・計数速度:5kHz
・プリスケール:0.025(エンコーダーの分解能が400p/r、ボールネジのリードが10mmなので、 10mm÷400p/r=0.025)
・小数点位置(dP):----.--
■当社にて2相ステッピングモータを装着した上でご提供する理由
今回のようなアクチュエータは、多くの場合、5相ステッピングモータか、サーボモータを装着して使用することがほとんどですが、今回私たちは、2相ステッピングモータを装着した上でご提供したいと考えました。その理由をご説明したいと思います。
3Dプリンタの世界的な普及に伴い、低価格で高性能な2相ステッピングモータ用ドライバがたくさん出回るようになりました。たとえば今回使用したCNCシールドには、A4988というドライバモジュールが搭載されていますが、これは単品ですとたったの300円程度で入手することができます。一方、5相ステッピングモータ用ドライバは最低でも1.2万円、サーボモータ用ドライバとなると5万円以上します。
今回、そのA4988ドライバモジュールを使ってアクチュエータを駆動させてみたところ、こちらの動画のように、2500mm/minの速さで8kgもの重さを上下できました。垂直で8kgということは、水平ならその何倍もの可搬質量ということになります。このため、もはや何十倍、何百倍ものコストを掛けてまで5相やサーボを使う必要はないように思いました。
2相ステッピングモーターならば世界中にあるたくさんのドライバを利用できますし、当社のTRAやTRIOにだって接続可能です。さらに、2相のドライバはこれからも速いスピードで進化し、より高性能なものを低価格で入手できるようになるでしょう。そう考えると、5相やサーボを選ぶことは、デメリットにさえ思えてきます。
もちろん5相やサーボは当社でも販売しておりますのでご購入いただければ嬉しいのですが、ここは2相ステッピングモーターにしておいてコストを抑え、その分メカのほうにお金をかけたほうがいいような気がします。メカは、基板やソフトに比べて、作り直すのに大変な手間と費用がかかるからです。なので最初からある程度良いメカにしておいたほうが、長期的に見て後悔のない結果となるように思います。
このような理由から、2相ステッピングモータを装着した状態でご提供させていただくに至りました。私たちは今後も、アクチュエータに2相ステッピングモータを装着させた上でご提供してみたいと思っています。
■電源について
24Vの電源については下記をおすすめします。容量は余裕があったほうがいいです。
・キーエンス スイッチングパワーサプライ MS2-H150 (今回の動作確認ではこれを使いました。)
・TDKラムダ スイッチング電源 ZWS150PAF-24/J
■商品の状態
リニアガイドにサビがあり、かなり使い込んだものと思われますが、ガタはありませんので、よほど高精度を求めない限り問題なくご利用になれます。
ステッピングモータ用ケーブル、リミットセンサ用ケーブル(2本)を付属します。
ArduinoやCNCシールド基板は付属しません。
梱包の都合上、X軸とY軸は分離してお送りします。恐れ入りますが到着後は組み立てをお願いいたします(M6のキャップスクリュー4本で固定します)
在庫数
売り切れ