「INARI」の使い方


身近なプラスチック製品の大半に採用されながら、コストなどの面で小規模なものづくりには不向きだといわれてきた射出成形。「INARI」は、その射出成形機の構造を一から見直し、机の上でも使えるように開発された小型の手動式卓上射出成形機。自宅でも簡単かつスマートに射出成形を楽しむことができる、「INARI」の使い方をご紹介します。
用意するもの
- 「INARI」
- 耐熱手袋(キットに付属)
- 樹脂ペレット(こちらで販売しています)
- 型
■ 型の用意


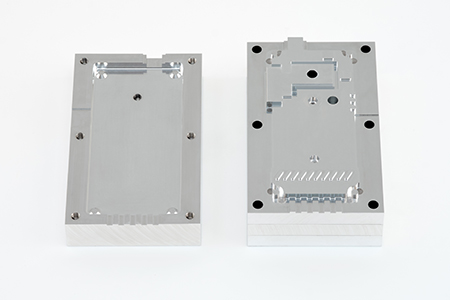
■ 型の用意
型は「KitMill」で自作するほか、3D造形サービスなどでも作成を依頼することができます。
「KitMill」で自作する
「KitMill」を使えば、高精度で繰り返し使える型を短期間で作成でき、試行錯誤によって型の完成度を高めていくことが可能です。
切削性の良好な簡易金型材料「クレメタル」を使用することで、加工時の熱によって溶けることも少なく、「KitMill BS100/200」や「KitMill CL100」でもサクサク削れます。
金型を自作する場合にも、金型設計に関する技術資料は金型設計ルールのページをご参考ください。
型の作成を依頼する
「金型を用意できない」というお客様に向けて金型加工代行サービスをご用意いたしました。3Dデータをお持ちのお客様はもちろん、3Dデータをお持ちでないお客様もご利用いただけます。
または、「DMM.make」の3D造形サービス「DMM.make 3D PRINT」を利用すれば、3Dデータをアップロードするだけで、簡単に型の作成を依頼することが可能です。
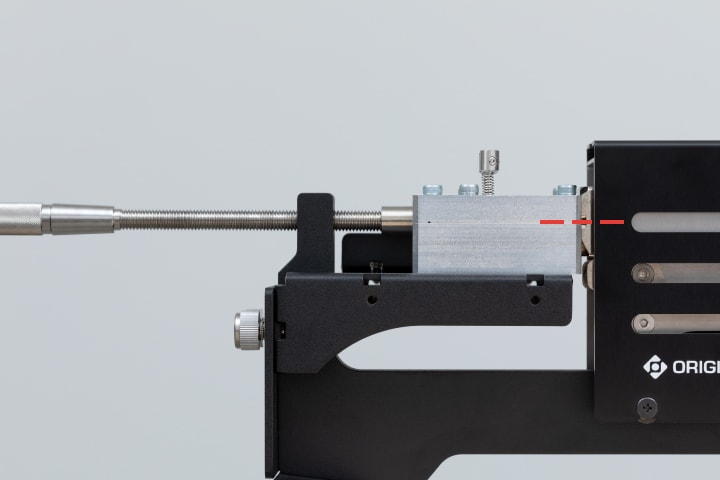
1. 位置合わせガイドの調整
型の穴とシリンダーの穴の位置が合うよう、位置合わせガイドを調整します。
シリンダー先端にある切欠きマークを目印に、上下方向、左右方向に動くガイドをそれぞれ調整することで簡単に型の穴とシリンダー穴の位置合わせができます。
- 本製品に付属のガイドは上下方向のみです。左右方向に動くガイドを使用するには、オプション品の位置合わせガイドをご購入いただく必要があります。
2. ペレットの充填
ペレット供給口からペレットを入れ、ハンドルを操作してペレットをシリンダー内部へ押し込みます。この作業を数回繰り返すことでペレットを充填します。
ペレットが溜まってくると、充填されたペレットが圧縮され、ハンドルを押し込めなくなります。
この時のハンドルの角度で充填率を確認します。
▼ M06の場合
| 充填率 | 0% | ハンドルが-7度 |
| 充填率 | 50% | ハンドルが25度 |
| 充填率 | 100% | ハンドルが50度 |
▼ M12の場合
| 充填率 | 0% | ハンドルが-7度 |
| 充填率 | 50% | ハンドルが30度 |
| 充填率 | 100% | ハンドルが60度 |
体積4cc以下の成形であれば、ハンドルを押しやすい45度程度で成形を行うのがオススメです。
成形実績のあるペレットの材質は「仕様」をご参照ください。


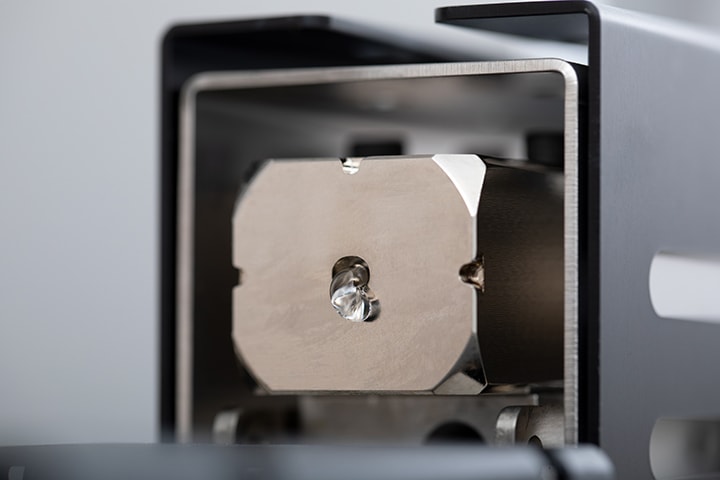
3. シリンダーの加熱
シリンダーを加熱し、シリンダー内部のペレットを溶かします。
設定温度はペレットの材質によって異なりますが、PP(プリプロピレン)、PE(ポリエチレン)で230℃、PS(ポリスチレン)で240℃程度が目安です。
ハンドルを倒してノズル先端から融けたペレットが出てくれば準備完了です。
出てきた樹脂は型を取り付ける前に取り除きます。

4. 型の取り付け
本体に型を取り付けて固定します。
加熱したシリンダーや型は高温になるため、必ず耐熱手袋を着用して作業を行います。

5. 射出
ハンドルを倒して、型に材料を射出します。
ハンドルをそれ以上押し込めなくなった後も、少し力を緩めて軽い力で3~5秒ほど押し続けます。
十分に材料が充填されたら、型を本体から取り外します。
射出後の型は高温になっているため、耐熱手袋を着用して作業を行います。

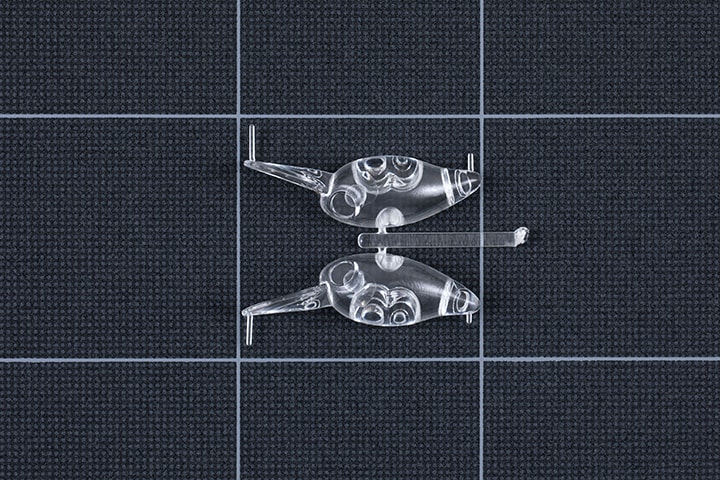
6. 完成
型から成形物を取り外し、不要部分を切り離して完成です。
購入をご検討中のお客様へ
「INARI」シリーズの購入を検討されているお客様に向けて、見学予約を受け付けております。購入前に製品を直接ご覧になってしっかりと確認したい場合に、ぜひご利用ください。

また、「手動式 INARI M06/M12」の購入を検討されているお客様に向けて、製品をいつもの作業場でお試しいただけるレンタルサービスもご用意しております。

製品の購入

- INARI M06本体
- 分割式シリンダー
- 位置合わせガイド
- 断熱プレート
- 耐熱手袋
- 予熱器
- 冷却器
- クランプ 2個
- 15Kg W67㎝×D38㎝×H18㎝

- INARI M12本体
- 分割式シリンダー
- 位置合わせガイド
- 断熱プレート
- 耐熱手袋
- 予熱器
- 冷却器
- クランプ 2個
- 24Kg W102㎝×D52㎝×H18㎝
■ 関連キーワード
小型射出成形機 / 家庭用射出成形機 / 自作射出成形機 / 小型プラスチック成形機 / マイクロ成形機 / 小型インジェクション成形機 / 小型インジェクションマシン / デスクトップ射出成形機 / 自宅用射出成形機